

Коррозионно-стойкие аустенитные сплавы марок А2 и А4 по ГОСТ ISO 3506 нашли массовое применение в промышленности. Специалисты компании BEST-Крепёж продолжают отвечать на Ваши вопросы о нержавеющих сталях и крепёжных изделиях из них, регулярно поступающие в технический отдел компании.
Вопрос от Бориса, г. Москва:
«Почему нержавеющие гайки не всегда получается нормально открутить от нержавеющего болта или шпильки?»
К сожалению, болтокомплекты из коррозионно-стойких сталей по ГОСТ ISO 3506–2014 в некоторой степени склонны к заеданию.
Обусловлено это несколькими факторами:
— культурой производства монтажных работ,
— механическими свойствами нержавеющих сталей,
— природой их коррозионной стойкости.
Поэтому исключить заедание резьбы в болтокомплектах из коррозионно-стойких сталей позволят:
— соблюдение требований действующих стандартов к их монтажу,
— и при необходимости специальные антифрикционные смазки.
Ниже рассмотрим каждый из негативных факторов, которые увеличивают склонность крепёжных изделий к заеданию.
1. Культура производства монтажных работ.
Нередко заедание в резьбе вызывают общепринятые для всех резьбовых соединений причины:
— небрежная посадка гайки на болт,
— повреждение или деформация профиля резьбы,
— загрязнение резьбы перед монтажом,
— превышение допустимого крутящего момента при затяжке резьбового соединения.
Любой из этих случаев значительно увеличивает риск заедания резьбы, обусловленный свойствами коррозионно-стойких сталей.
2. Механические свойства коррозионно-стойких сталей по ГОСТ ISO 3506-2014.
Крепёж из сталей марки А2 или А4 по ГОСТ ISO 3506-2014 обладает меньшим пределом текучести, чем метизы из обычных углеродистых сталей.
Пластические, невосстановимые, деформации в резьбе у нержавеющего крепежа возникают при гораздо меньших нагрузках.
(подробно механические свойства нержавеющего крепежа описаны на сайте www.best-krepeg.ru)
В связи с чем при монтаже нержавеющих болтокомплектов нельзя превышать
момент затяжки, заданный ГОСТ ISO 3506-1–2014:
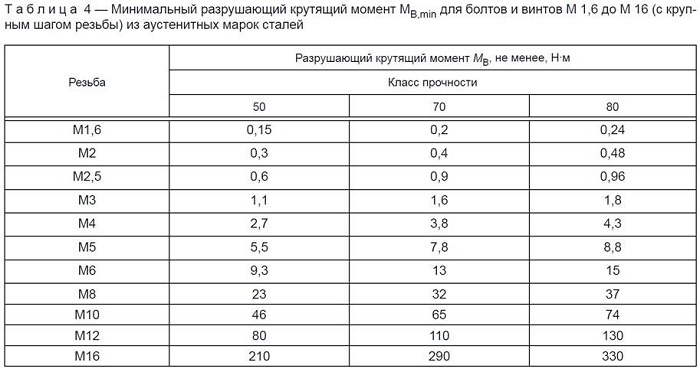
Превышение разрушающего крутящего момента при монтаже болтокомплектов приводит к невосстановимым деформациям в резьбе.
И открутить такое крепление без повреждения элементов крепления уже не представляется возможным.
Для предотвращения заедания при сборке резьбовых соединений рекомендуется использовать инструменты с контролем крутящего момента,
в частности:
— динамометрический ключ,
— шуруповёрт или гайковёрт с контролем момента затяжки,
— схожие инструменты.
3. Природа самопроизвольного местного сваривания (заедания) аустенитных марок сталей А2 и А4 по ГОСТ ISO 3506-2014.
Их коррозионная стойкость объясняется пассивной плёнкой окисей хрома.
Эта плёнка обладает относительно малой плотностью, например, в сравнении с оцинкованным слоем обычного крепежа из углеродистых сталей.
Поэтому даже незначительное превышение натяжения болтового соединения порой приводит к истиранию защитного пассивного слоя.
Отсутствие оксидной плёнки ожидаемо приводит к холодному местному свариванию – физическому контакту двух чистых металлических поверхностей в области резьбы.
В таком случае дальнейшее закручивание резьбового соединения потребует приложить ещё бóльший момент затяжки.
В результате высокое контактное давление приведёт лишь к увеличению площади сваривания в резьбе.
Эта проблема была изучена в прошлом веке отечественными учёными металлургами.
В частности, в справочнике И.А. Биргера и Г.Б. Иосилевича «Резьбовые и фланцевые соединения»/М.: Машиностроение, 1990, сказано по этому поводу:
«Заедание в соединениях начинается с самопроизвольного местного сваривания, а последующее относительное движение приводит к повреждению поверхности (задиранию).
Образование таких участков холодной сварки обусловлено проникновением частиц одного металла в другой за счёт пластической деформации, причём возникающая связь может быть прочнее внутренних связей в металле при достаточных контактных давлениях в резьбе.
Обычно повышенная склонность к заеданию обнаруживается в соединениях из коррозионно-стойких, кислотоупорных и жаропрочных сталей и сплавов, поскольку они образуют более тонкие оксидные плёнки и хуже адсорбируют молекулярные плёнки других веществ.
В результате нагрузка, при которой появляются задиры, для коррозионно-стойких материалов в 7…10 раз ниже, чем углеродистых сталей.»
Решение проблемы заедания болтов и гаек из аустенитных марок сталей А2 и А4 по ГОСТ ISO 3506-2014.
В отечественных нормативных документах не регламентированы свойства или какие-либо требования к их монтажу, предупреждающие заедание резьбы в болтокомплектах из коррозионно-стойких сталей.
Мы рекомендуем учитывать требования Европейской Ассоциации развития нержавеющих сталей – Euro Inox.
Способы предупреждения заедания болтокомплектов из коррозионно-стойких сталей заданы в Справочнике Euro Inox,
10 том «Возведение и устройство зданий из коррозионно-стойких сталей», глава 14:
«Крепёжные изделия из коррозионностойких сталей необходимо хранить в чистоте.
Избегать попадания на резьбу: сажи, различных абразивных материалов и особенно песка. При необходимости отчищать резьбу от грязи.
Избегать повреждения резьбы.
Способы предупреждения заедания резьбовых соединений:
Используйте крепёжные изделия с накатанной резьбой.
Резьба, полученная путём накатки в рамках промышленного производства, имеет ощутимые преимущества перед резьбой, нарезанной при помощи токарного оборудования.
Крепёжные изделия с накатанной резьбой имеют более равномерную поверхность по прочности, твёрдости.
Соблюдайте крутящий момент при затягивании резьбового соединения.
Нарушение предельно допустимого момента затяжки винта, болта или гайки приведёт к пластическим деформациям резьбы.
И повлечёт за собой заедание резьбового соединения.
Во избежание этого используйте инструмент с контролем момента затяжки, например: динамометрические монтажные ключи.
Используйте антифрикционные смазки, специально предназначенные для предотвращения заедания в резьбе.
Такие смазки заметно снижают эффект заедания болтовых соединений.
Используйте специально предназначенные для этого консистентные смазки.
Которые значительно снижают силу трения при затягивании болтового соединения из вязких металлов.»
BEST-Крепёж поставляет крепёжные изделия только промышленного производства с накатанной резьбой.
Для предупреждения заедания резьбовых изделий инженеры ОТК нашей компании проверяют геометрию резьбы на соответствие ГОСТ 24705-2004 (ИСО 724:1993) калибрами допускового контроля.
Вся поступающая к нам продукция проходит строгий входной контроль.
Партия товара, с частичным наличием изделий, не удовлетворяющих нормативным требованиям, в частности:
— химический состав стали,
— геометрия резьбы,
— или механические свойства (прочность/твёрдость)
не допускается к продажам в полном объёме.
Как видно из приведённых авторитетных источников, соответствие резьбы требованиям стандартов ещё не даёт гарантии исключения возможности заедания резьбы из аустенитных сплавов.
Такова природа нержавеющих сталей.
Гарантировано исключить заедание резьбы в болтокомплектах из коррозионно-стойких сталей позволяют лишь специальные антифрикционные смазки.
Приглашаем читателей задавать свои вопросы, касающиеся свойств нержавеющих сталей и крепёжных изделий на сайте BEST-Крепёж в разделе Справочник.
Там же Вы может познакомиться с полными ответами технического отдела компании на Ваши вопросы.
Ваш нержавеющий партнёр,
Компания BEST-Крепёж
www.best-krepeg.ru